
Popular White Sintered Stone Big Slab Faux Marble Artificial Stone Porcelain Slab

Living Room Floor Tiles 6mm Sintered Stone 1200X2700 Marble Porcelain Slabs
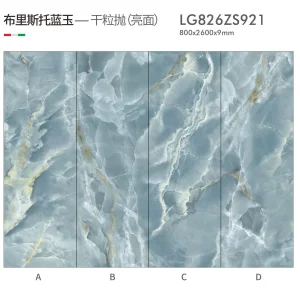
Luxury Large Format Porcelain Calacatta White Veins Marble Sintered Stone Tile

Premium Sintered Stone Slab 1200X2400mm for Elegant Interiors

3200X1600 Calacatta White Marble Engineered Quartz Sintered Stone Slab

Minimalist Style Big Size Book Match Sintered Stone Porcelain Slabs
Elegant White Travertine 1200X2700mm Sintered Stone Slab for Wall Floor
In the current architectural landscape, Sintered Stone Slabs have emerged as the "super-material" of the 21st century. Unlike traditional ceramic or natural stone, sintered stone undergoes a high-tech manufacturing process involving intense pressure (over 15,000 tons) and extreme temperatures (above 1,200°C), mimicking the natural metamorphic process of stone but in a fraction of the time. This results in a material that is virtually indestructible, non-porous, and aesthetically superior.
Globally, the market for sintered stone is witnessing an exponential CAGR. Architects in North America, Europe, and the Middle East are increasingly specifying large-format sintered slabs for high-end residential projects and massive commercial developments. From the sleek facades of skyscrapers in Dubai to the minimalist kitchen islands of Manhattan lofts, sintered stone is the preferred choice for those who demand both luxury and longevity.
The Sintered Stone industry is currently undergoing two major revolutions: Digitalization and Sustainability. With the integration of AI-powered high-definition inkjet printing, manufacturers can now replicate the intricate veins of rare Calacatta marble or the raw texture of volcanic basalt with 100% accuracy. This "Book-Match" capability allows designers to create seamless, continuous patterns over large surfaces, a feat impossible with natural stone.
Moreover, the push for eco-friendly building materials has catapulted Sintered Stone to the forefront. Made from 100% natural minerals and being fully recyclable, these slabs align perfectly with LEED and WELL building standards. As a leading manufacturer, we are committed to carbon-neutral production processes, ensuring that our products contribute to a greener future for the global construction industry.
Real estate developers and furniture wholesalers are shifting from traditional quartz to sintered stone due to its superior UV resistance and heat tolerance.
Expanding beyond interiors, sintered stone is now widely used in exterior ventilated facades and industrial laboratory worktops.
Founded in Hangzhou, Hangzhou Rock Stone Co., Ltd. is a leading manufacturer specializing in ultra-thin sintered stone slabs, eco-friendly decorative tiles, and wall cladding solutions for both indoor and outdoor applications. With years of experience in the stone and ceramic materials industry, the company has established a reputation for high-quality, sustainable, and customizable products that meet diverse architectural and design needs.

Our core offerings include ultra-thin sintered stone slabs that combine elegance with durability, ideal for modern interior and exterior designs, as well as decorative tiles suitable for residential, commercial, and public spaces. We emphasize eco-friendly production, using sustainable materials and energy-efficient processes to reduce environmental impact while delivering superior performance.
At Hangzhou Rock Stone, OEM and custom solutions are at the heart of our service. Our in-house design and engineering teams work closely with clients to provide tailored sizes, finishes, and textures, ensuring every project achieves the perfect aesthetic and functional requirements. From large-format wall cladding to intricate indoor decorative patterns, we provide complete solutions that balance beauty, practicality, and sustainability.

Committed to innovation, quality, and customer satisfaction, Hangzhou Rock Stone Co., Ltd. continues to support architects, designers, and distributors worldwide, providing reliable, high-performance stone and tile solutions that transform spaces with style and longevity.
One of the strongest growth drivers for Sintered Stone Slabs is their versatility across different climates and localized architectural styles:
In high-end residential markets like the USA and Australia, 12mm and 20mm slabs are replacing granite for kitchen islands. Their food-safe, scratch-resistant surface is perfect for heavy culinary use.
In European design hubs like Italy and Germany, 3mm and 6mm ultra-thin slabs are being laminated onto cabinetry and dining tables, offering a lightweight yet luxurious stone aesthetic.
In regions with extreme weather, such as the Middle East or Northern Europe, sintered stone's UV stability and frost resistance make it the ultimate material for exterior ventilated facades.
Choosing Hangzhou Rock Stone Co., Ltd. as your Sintered Stone Slab manufacturer offers distinct competitive advantages in the global market:

1200X2800mm Ariston White Marble Look Artificial Sintered Stone Slab

Premium Large Format 6mm 12mm Sintered Stone Porcelain Slabs for Modern Interiors

Minimalist 12~20mm Matte Polished Sintered Stone Porcelain Slabs for Hotel

Artificial Marble Slab 1600X3200mm Calacatta Gold Sintered Stone Slab

1200X2800mm Statuario White Artificial Marble Stone Look Porcelain Slab

China Supplier Sintered Stone Slabs 3200*1600*12mm for Kitchen Island

3200X1600 Multi-Thickness Sintered Stone Slab Natural Quartz Slab

Luxury High-End 6~20mm Porcelain Sintered Stone Slabs for Walls & Floors