In the competitive landscape of modern retail, the floor is more than a surface; it is a critical component of the customer experience and a fundamental element of brand identity. As a premier CE Certified Retail Space Flooring Supplier, Hangzhou Rock Stone Co., Ltd. understands that commercial surfaces must withstand extreme foot traffic, maintain aesthetic integrity, and comply with rigorous safety standards. This whitepaper explores the convergence of material science, design trends, and global supply chain dynamics that define the current state of retail flooring.
Our products undergo rigorous testing to meet EN standards, ensuring fire resistance (Bfl-s1), slip resistance (R9-R11), and zero formaldehyde emission. This is not just a label; it's a guarantee of safety for public spaces.
Leveraging high-pressure vacuum extrusion and 1200°C firing, our ultra-thin sintered slabs offer a non-porous surface that resists staining, scratching, and bacterial growth—essential for high-traffic luxury retail.
Located in the heart of China's advanced manufacturing hub, we benefit from a vertically integrated supply chain, from raw silica sourcing to precision CNC finishing, offering unmatched lead times and cost efficiency.
Founded in Hangzhou, Hangzhou Rock Stone Co., Ltd. is a leading manufacturer specializing in ultra-thin sintered stone slabs, eco-friendly decorative tiles, and wall cladding solutions for both indoor and outdoor applications. With years of experience in the stone and ceramic materials industry, the company has established a reputation for high-quality, sustainable, and customizable products that meet diverse architectural and design needs.
Our core offerings include ultra-thin sintered stone slabs that combine elegance with durability, ideal for modern interior and exterior designs, as well as decorative tiles suitable for residential, commercial, and public spaces. We emphasize eco-friendly production, using sustainable materials and energy-efficient processes.

Chinese factories have moved beyond "mass production" to "mass customization." At Hangzhou Rock Stone, our OEM and custom solutions allow architects to specify exact textures and dimensions (up to 1600x3200mm) that were previously cost-prohibitive in European markets.
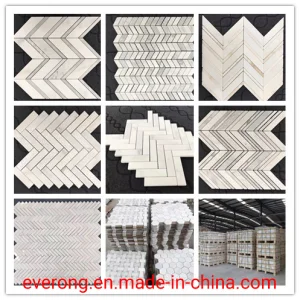
We utilize AI-driven color matching and 5D inkjet printing technology to replicate rare marbles (like Panda White) with 99.9% fidelity, ensuring a sustainable alternative to depleting natural stone quarries.
Proximity to Ningbo and Shanghai ports allows for streamlined global shipping. Our packaging systems are engineered to reduce breakage to <0.5%, a critical KPI for international flooring distributors.
The industry is shifting toward Biophilic Design and Circular Economy principles. Retailers are demanding surfaces that are not only recyclable but also contribute to LEED and WELL building certifications. Modular flooring (like our durable carpet tiles and floating HDF laminate) allows for rapid "store refreshes" without the downtime of traditional demolition.
Using Ultra-thin Sintered Stone to create seamless, monolithic floor-to-wall transitions. High-gloss finishes with anti-slip treatments provide a museum-grade aesthetic without the maintenance of real marble.
Focus on minimalism and high-load capacity. Our SPC and HDF solutions handle the weight of display kiosks while providing the industrial "poured concrete" look with better acoustic insulation.
Retail spaces in airports and train stations require R11 slip ratings and extreme abrasion resistance (AC4/AC5). Our ceramic and stone-coated solutions are engineered for millions of footsteps.

Q: What makes CE certification vital for retail flooring?
A: CE certification ensures the product meets EU safety, health, and environmental protection requirements. For retail, this specifically covers slip resistance (preventing liability) and fire reaction (meeting building codes).
Q: How does Sintered Stone compare to traditional Porcelain?
A: While similar, Sintered Stone is produced under much higher pressure (up to 400 bars) and fired longer, resulting in a denser, tougher material that can be made thinner (3mm-6mm) while retaining superior strength.
Q: Can Hangzhou Rock Stone provide custom textures for global brands?
A: Yes. Our OEM service includes bespoke color matching and texture development. We work with brand architects to ensure store consistency across global locations.
Q: What is the lead time for bulk commercial orders?
A: Typically 20-35 days depending on customization. Our proximity to the Hangzhou logistics hub ensures rapid transit to major shipping ports.
Q: How do you ensure the sustainability of your flooring products?
A: We utilize up to 40% recycled materials in our production cycles and employ closed-loop water filtration systems. Our SPC and Sintered products are 100% recyclable at the end of their lifecycle, supporting green building initiatives.
Committed to innovation, quality, and customer satisfaction, Hangzhou Rock Stone Co., Ltd. continues to support architects, designers, and distributors worldwide, providing reliable, high-performance stone and tile solutions that transform spaces with style and longevity. Whether you are looking for a Retail Space Flooring Supplier for a single flagship store or a global rollout, our technical expertise and manufacturing scale ensure your project’s success.