Explore our specialized catalog of industrial-grade ceramic, porcelain, and ultra-thin sintered stone surfaces engineered for diverse architectural and heavy-duty laboratory applications.
Founded in Hangzhou, Hangzhou Rock Stone Co., Ltd. is a leading manufacturer specializing in ultra-thin sintered stone slabs, eco-friendly decorative tiles, and wall cladding solutions for both indoor and outdoor applications. With years of experience in the stone and ceramic materials industry, the company has established a reputation for high-quality, sustainable, and customizable products that meet diverse architectural and design needs.

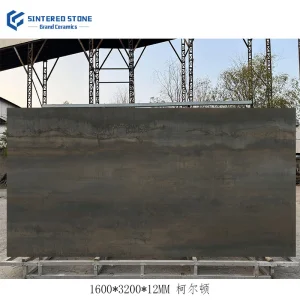
Our core offerings include ultra-thin sintered stone slabs that combine elegance with durability, ideal for modern interior and exterior designs, as well as decorative tiles suitable for residential, commercial, and public spaces. We emphasize eco-friendly production, using sustainable materials and energy-efficient processes to reduce environmental impact while delivering superior performance.
At Hangzhou Rock Stone, OEM and custom solutions are at the heart of our service. Our in-house design and engineering teams work closely with clients to provide tailored sizes, finishes, and textures, ensuring every project achieves the perfect aesthetic and functional requirements. From large-format wall cladding to intricate indoor decorative patterns, we provide complete solutions that balance beauty, practicality, and sustainability.

Committed to innovation, quality, and customer satisfaction, Hangzhou Rock Stone Co., Ltd. continues to support architects, designers, and distributors worldwide, providing reliable, high-performance stone and tile solutions that transform spaces with style and longevity.
In modern industrial, scientific, and healthcare environments, laboratory surface slabs are subjected to unprecedented levels of physical and chemical stress. Selecting the appropriate material is not merely an aesthetic choice; it is a critical safety and compliance decision. While traditional installations relied heavily on epoxy resins and high-pressure laminates, the development of advanced ultra-thin sintered stone has redefined performance thresholds.
Sintered stone, engineered by utilizing high-pressure compaction (exceeding 15,000 tons of force) and high-temperature firing (above 1200°C), replicates natural metamorphic processes in a matter of hours. The result is a highly dense, non-porous, and completely inert surface. For laboratory managers and principal investigators, this translate to a surface that does not support microbial growth, withstands aggressive cleaning agents, and resists deep-set thermal shock.
Unlike standard porcelain, laboratory-grade sintered stone incorporates highly refined quartz, feldspars, and inorganic oxides. Under severe mechanical compression and temperature curves, these materials undergo a chemical vitrification process. The micro-pores within the substrate are completely eliminated, achieving a water absorption rate under 0.05%. This creates an absolute barrier against radioactive isotopes, chemical biological stains, and dangerous cross-contaminants.
China's dominance in the global laboratory surface slab sector is not based on cost savings alone. Rather, it is driven by deep technological integration, raw material dominance, and a centralized manufacturing infrastructure. In cities like Foshan and Hangzhou, factories utilize the latest Italian SACMI presses, high-definition digital inkjet decoration, and automated double-firing kilns.
This allows Hangzhou Rock Stone Co., Ltd. to output high-performance surfaces that meet or exceed European and North American industrial standards at a highly competitive scale. Key advantages of our Chinese production facility include:
The design of research facilities is undergoing a dramatic shift toward sustainability and intelligent space utilization. Laboratory architects are increasingly incorporating materials that contribute to LEED, BREEAM, and WELL building certifications. The three dominant trends shaping the laboratory surface market today include:
Reducing the thickness of heavy lab benches minimizes structural loads on high-rise laboratory buildings, reducing concrete costs while maintaining high impact resistance.
Modern labs require non-toxic materials. Sintered stone surfaces are free from VOCs, heavy metals, and crystalline silica exposure risks during fabrication.
Incorporating silver-ion and titanium dioxide treatments during the firing stage provides active antibacterial protection, critical for sterile pharmaceutical production.
Laboratory surfaces cannot be treated as a one-size-fits-all product. Different scientific sectors demand distinct physical attributes. Hangzhou Rock Stone Co., Ltd. tailors its material formulations to specific applications:
In sterile environments, horizontal surfaces must withstand rigorous sanitization using vaporized hydrogen peroxide (VHP), hypochlorite solutions, and isopropyl alcohol. Our ultra-thin sintered stone slabs present a completely non-porous structure that does not degrade, discolor, or swell when exposed to sanitizers.
Educational institutions require exceptionally robust surfaces to survive daily student misuse. Sintered stone’s high resistance to thermal stress ensures that hot glass flasks and Bunsen burners placed directly on the countertop do not cause thermal cracking or surface blistering.
Heavy oil testing requires surfaces that resist hydrocarbons, concentrated sulfuric acid, and strong organic solvents. Standard laminates and acrylics degrade rapidly in these conditions, whereas viterous mineral materials offer near-limitless resistance to organic hydrocarbons.
| Material Metric | Sintered Stone (Hangzhou Rock) | Epoxy Resin | Phenolic Resin | Stainless Steel |
|---|---|---|---|---|
| Chemical Resistance | Excellent (Except Hydrofluoric Acid) | Excellent | Good (Vulnerable to Concentrated Acids) | Moderate (Vulnerable to Halogen Acids) |
| Thermal Shock Threshold | Up to 1200°C | Up to 180°C | Up to 140°C | Excellent (Subject to Warping) |
| Water Absorption | <0.05% | <0.1% | <0.5% | 0.00% (Non-absorbent) |
| Scratch & Abrasion | Mohs 7+ (Highly resistant) | Mohs 3 (Vulnerable) | Mohs 4 (Moderate) | Mohs 4.5 (Scratch prone) |
| Eco-Friendly Rating | Recyclable, Zero VOC | Petroleum-based, contains VOCs | Phenol-formaldehyde resins used | Recyclable, energy-intensive |
Procuring custom laboratory surfaces internationally requires absolute clarity in material standards, packaging, and shipping logistics. Because laboratory surfaces are dense and heavy, damage during sea transit can jeopardize construction timelines. Hangzhou Rock Stone Co., Ltd. employs a robust system designed to protect materials from fabrication to installation:
All materials conform to international ISO 9001 quality systems and are tested under ASTM and European standards for stain and chemical resilience.
Using customized A-frame steel racks and reinforced fumigated wooden crates, we guarantee zero-damage delivery to construction sites worldwide.
Our engineering team processes CAD and Revit files to produce exact cutting dimensions, eliminating costly errors during onsite installation.
Get answers to the most common queries regarding laboratory surface properties, maintenance, and ordering logistics.
Discover our comprehensive collection of modern wood-look tiles, thermal insulation roofing, high-gloss finishes, and structural porcelain panels.